How to improve the management of maintenance interventions?

In the broadest sense of the term, industrial maintenance aims primarily at allowing the maximum availability of equipment and reducing costs and risks. The management of maintenance interventions is one of the levers available to achieve these objectives.
However, it is important to clearly distinguish 3 types of objectives:
- The increase in production volumes: are the facilities saturated and is the market ready to buy more volume?
- The compression of maintenance expenses: is the cost price too high? Aren't the facilities saturated?
- The return on capital committed: is the company having cash flow problems? Is the return on capital committed too low?
Major maintenance intervention management processes
The first process concerns the implementation of interventions and it is possible to define the issues in the following way:
Control intervention deadlines and responsiveness
- carry out corrective interventions within the deadlines required by production;
- respect the schedules for carrying out preventive interventions that are easily accessible from the Calendar tool in the Mobility Work application;
- intervene correctly the first time (technical training, quality of diagnosis, etc.)
Control intervention costs
Intervention costs play an important role in the management of maintenance interventions. They can be classified into two categories:
- Internal and external staff costs:
- plan the interventions of the day/week;
- prepare interventions (procedures, parts, tools, safety);
- control the costs and performance of subcontractors.
- Industrial supply costs:
- ensure good storage conditions;
- controlling the consumption of spare parts;
- control the unit prices for the purchase of supplies consumed.
The second process concerns reliability, and can be broken down as follows:
Controlling the reliability of installations
- continuously identify the equipment that is the most detrimental to reliability using the Mobility Work CMMS analytics tool;
- analyze harmful equipment and change the content and frequency of preventive maintenance programs.
Controlling the cost of unreliability
- continuously identify the most expensive equipment for industrial maintenance;
- analyze expensive equipment and change the content and frequency of preventive maintenance programs.
Control industrial supply stocks
- correctly identify storage needs to avoid breakage of spare parts and avoid over-stockpiling.
The last process relates to life cycle management and can be broken down as follows:
Mastering the early life of installations
Ensure the availability of maintenance teams:
- technical information;
- operating procedures;
- a classification of equipment according to their criticality;
- initial preventive maintenance programs;
- an initial stock allocation in line with risks.
Managing the end of life of installations
Continuously identify equipment reaching the end of its life and monitor the overall costs of ownership:
- production losses;
- maintenance costs;
- obsolescence;
- amortizations.
Integrate production
Production must transmit its manufacturing programs to the personnel involved in the industrial maintenance process:
- When will the facilities be operational?
- At what time are series changes expected?
Thus, good management of maintenance interventions can make it possible to plan and prepare interventions calmly. For its part, industrial maintenance must also communicate to production:
- the frequency of preventive interventions;
- on which equipment;
- What a duration.
All of this information can be managed in Mobility Work's new generation CMMS, which allows real transmission of information between production and industrial maintenance.
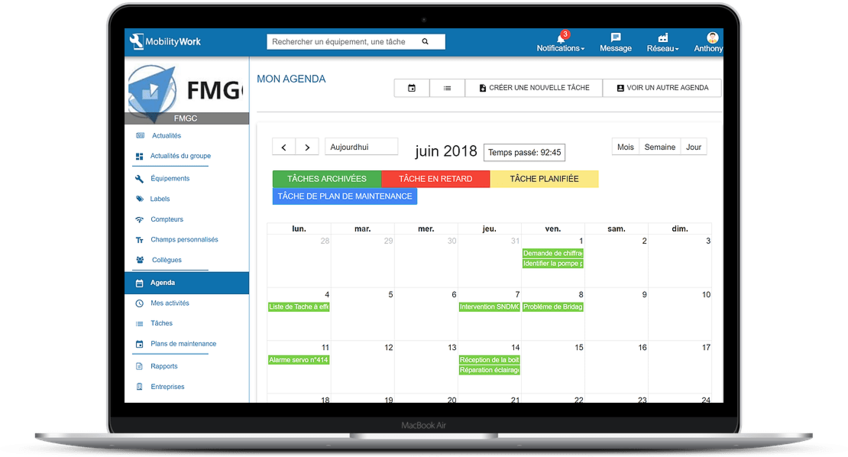
Manage the schedule of your maintenance interventions in a mobile CMMS
Risk and reliability management: RBM/RCM
RCM: Reliability Centered Maintenance
RCM is a maintenance approach focused on reliability. It consists in developing, in a logical and structured way, scheduled maintenance programs in order to obtain very high levels of reliability.
Definition of critical equipment
Most factories that have adopted TPM classify their equipment according to its importance in relation to maintenance standards.
For example an ABC ranking:
- very critical equipment (A);
- moderately critical equipment (B);
- low-critical equipment (C).
Different categories
These are machines that fall into one of these 3 categories:
- are likely to cause a sharp drop in production;
- are likely to cause significant defects in product quality;
- put operators at risk in the event of a failure;
- could break down more than once every three months.
Definition of the expected performances of this equipment.
A distinction must be made between maximum and optimal performance.
Failure mode analysis (FMEA)
FMEA (Analysis of failure modes, their effects and their criticality) can be defined as follows:
- definition of the possible failure modes of this equipment;
- definition of the possible effects of these failures;
- definition and quantification of the consequences of these failures;
- probability of occurrence of these failures;
- definition of preventive actions to reduce or eliminate the identified risk.
Implementation of actions for better management of maintenance interventions
The best action to put in place may be the planning (programming) of industrial maintenance interventions and the monitoring of operations.
RBM or risk based maintenance
RBM consists in compressing industrial maintenance expenses as close as possible to the threshold for the occurrence of unwanted risks. RBM presupposes perfect prior mastery of RCM.
Scheduled maintenance
Scheduled maintenance refers to industrial maintenance activities carried out according to a specific program or schedule.
The system should be quick to respond. Two methods allow the early identification of anomalies:
- periodic maintenance (with regular frequency);
- predictive maintenance (based on the analysis of conditions of use).
Periodic maintenance
The maintenance period is carried out on a regular basis, according to a predefined schedule and is used to conduct the following activities:
- periodic control (weekly, monthly, annual);
- the replacement of certain parts at regular intervals;
- periodic reviews;
- periodic measurements of the level of precision (static and dynamic);
- oil treatment and replacement.
Predictive maintenance
Predictive maintenance is based on the analysis of conditions of use. This maintenance method has various advantages:
- Estimate when anomalies will appear, without dismantling the machine.
- Allow to verify the quality of the repairs carried out on the overhauled machines.
- Help estimate repair intervals
- Reduce maintenance costs by eliminating periodic overhauls
Diagnostic methods
The two diagnostic methods used are:
- simple analysis: includes measurements carried out with a simple vibration or overload detector to detect possible anomalies;
- all simple analyses should be organized in such a way that operators can perform them themselves;
- Precision diagnostics uses tools such as highly sensitive instruments to discover the sources of vibration and to measure and analyze their frequencies.
Distribution between preventive and curative maintenance
There are 2 main maintenance procedures:
- accidental, curative maintenance;
- preventive maintenance.
Most maintenance programs are a combination of these different approaches. Troubleshooting (or accidental maintenance) has two drawbacks:
- production disruptions can be significant;
- it may be necessary to build up large safety stocks.
On the other hand, when it is possible to predict the failure, we can move towards a principle of preventive intervention, which is therefore plannable. Of course, the more preventive maintenance is done, the fewer breakdowns there will be. The main factors to consider are:
- the number of equipment and machines;
- the probability of breakdowns;
- the average cost of maintaining a machine (depends a lot on procedures and division of tasks);
- the quality of the staff;
- some equipment is not suitable for preventive maintenance because of the distribution of the probability of breakdowns.
Resource management
Human resources management
The type of industrial maintenance chosen depends on the type of organization to be set up:
- multidisciplinary teams or specialists;
- work in normal or in a team;
- etc.
Time management
In general, effectiveness and efficiency come from programming.
The downtime of a machine that has just broken down is composed of three times:
- the waiting time of the maintenance team;
- diagnosis time;
- repair time.
Reducing outage time for an equal number of employees depends on skill. The reduction of diagnostic time can be achieved through diagnostic support systems and through the accumulation of experience. The waiting time depends on the size of the response team and the number of outages. There are mathematical models to determine the most optimal team. Too often, the maintenance team is busy remedying occasional failures and does not have time to perform periodic and comprehensive checks (overhauls), so that failures happen again due to the lack of preventive measures.
Distribution between manufacturing and industrial maintenance
The maintenance department should take care of:
- tasks that require a particular skill;
- a general revision in which deterioration is not visible to the naked eye;
- repairs on machines that are difficult to dismantle and reassemble;
- tasks that require special measures;
- tasks that present significant security risks.
The distribution/maintenance division is an important issue.
Self-maintenance
Operators need to develop a certain number of capabilities:
- ability to identify anomalies and make improvements
- ability to understand the functions and components of machines as well as to identify the causes of anomalies;
- ability to understand quality problems and identify their causes.
In the event of a failure, the production agent must be able to establish an initial diagnosis and to troubleshoot in a certain number of cases. If the failure requires intervention by the maintenance department, the production agent may be required to assist the maintenance agent. The operator has a stock of colored labels that he places on the machines where he notices defects that he cannot remedy. These tags will be removed by maintenance after repair.
Three of the most important 5S are:
- cleanliness;
- order and tidying up;
- inspections and controls.
The operator can perform a certain number of operations:
- levels (oils, etc.);
- greases;
- filter cleaning;
- identifying leaks;
- tightening loose nuts;
- unscrewed or poorly fitted covers;
- identification of apparent mechanical incidents: cracks, wear, etc.;
- mechanical adjustments;
- voltage measurements;
- detector or microswitch settings;
- etc.
For more information, you can read our article: Self-maintenance: 5 steps for a successful implementation.
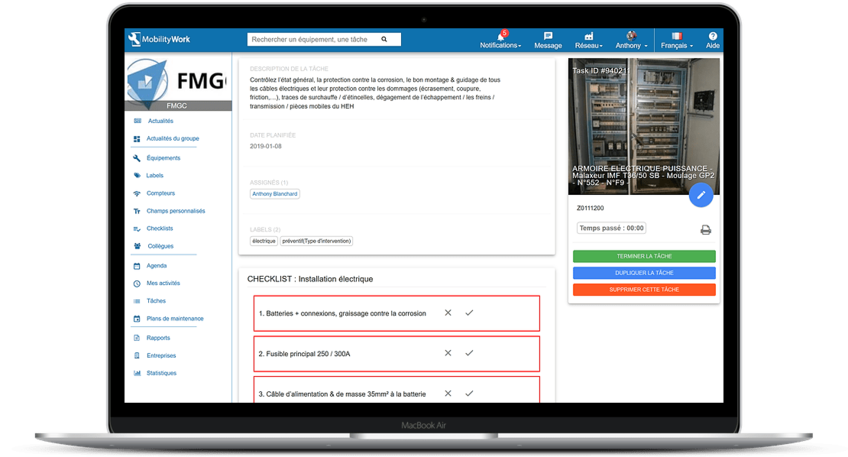
Access all documents (photos, videos, etc.) and checklists from the equipment sheet in your Mobility Work application
Industrial supplies
It can be a major expense item.
Subcontracting
It depends on the policy chosen (capacity, skills, or both).
In conclusion, we could define the key success factors in industrial maintenance management in the following way:
- the size of the maintenance team;
- know-how (analysis of the causes of breakdowns);
- the location of the repair shop;
- scheduling;
- procedures (first, second levels, etc.);
- the use of work standards;
- availability of spare parts;
- identifying priorities: very critical equipment (A) moderately critical (B), weakly critical equipment (C);
- some equipment or components may be duplicated for critical equipment (significant financial impact).
Are you interested in managing maintenance interventions and want to know more in order to increase your productivity and save money?
Any questions?
Contact us to discover the first CMMS that can be deployed in 3 weeks.