Tracking error: defect on a CN

Tracking error on a NC (numerical control)
It is not uncommon to see “tracking error/axis positioning” defects, also called “tracking error” appear on a numerical control (CN), regardless of the brand (Ge Fanuc, Heidenhain, etc.). We have two problems:
- Problem reading an incremental measurement rule
- Game problem in the movement mechanics
It is this second case that we are going to deal with.
How to explain this gaming phenomenon on your CN?
In the long run, the whole mechanics “age.” This means that the computer does not take into account the “delay” of the mechanics, and as a result, this same computer sends information to the variator faster than the variator sends it to the axes. In electrical terms, the setpoint voltage applied to the variator is equal to the product of the gain by the tracking gap — the tracking difference being the difference between the theoretical position calculated by the numerical control and the real position of the mobile returned by the encoder or the incremental rule.
Access all documents (photos, videos, etc.) and checklists from the equipment sheet in your Mobility Work application
How do you target the problem?
Is the problem of a tracking error on the axis caused by a belt error, or does it have another origin?
It may come from a play on the belt strand, from a play on the shaft motor bearing, or even from a play on the nut or ball screw.
It is unlikely that the problem is with the pulleys, because given the width of the belts, the clearance should be greater than 2mm. However, this possibility cannot be ruled out, and it is not impossible to verify it either.
Priority points to check:
- Is the synchronous belt secure and taut on each side of the two pulleys?
1st game source eliminated.
- Does the motor shaft have slack?
This requires uncoupling the belt, or even removing the motor. This type of motor is subjected to good radial pressure due to the tension with the belt, which is even stronger when the direction of rotation is reversed, unless of course the motor pulley is not cantilever.
The motor is also subjected to axial pressure in the event of a slight lack of squareness, and more particularly at the moment of reversal by a screwing/unscrewing effect in the axial direction.
- Control of mechanical play by reversing the direction of rotation, called “the measurement of accuracy”
To set up this type of simple control with a control device accessible to all budgets, a comparator or a probe is necessary. The accuracy error is determined by the difference between the actual displacement of the studied point and the displacement indicated by the machine on the NC.
We are going to check the X axis in relation to the spindle.
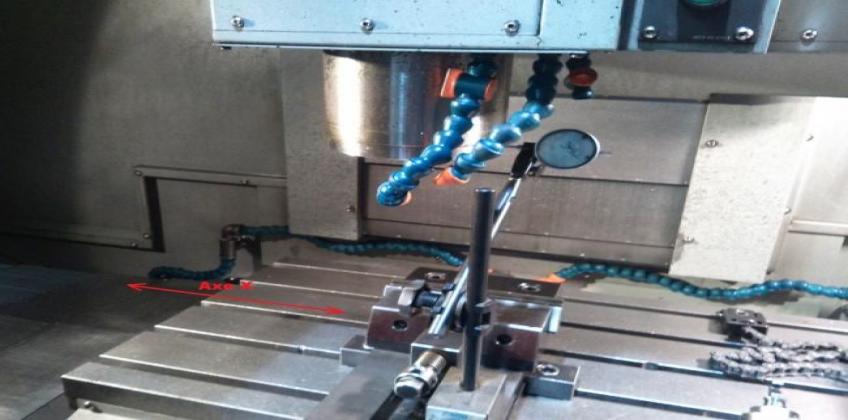
Position the comparator base on the axis to be checked, here “X axis” and position the comparator key on the spindle using the electronic crank. Check that the set is rigid, “without play”.

You will have previously taken care to position the X axis on a round number in millimeters without tenths, as illustrated below.
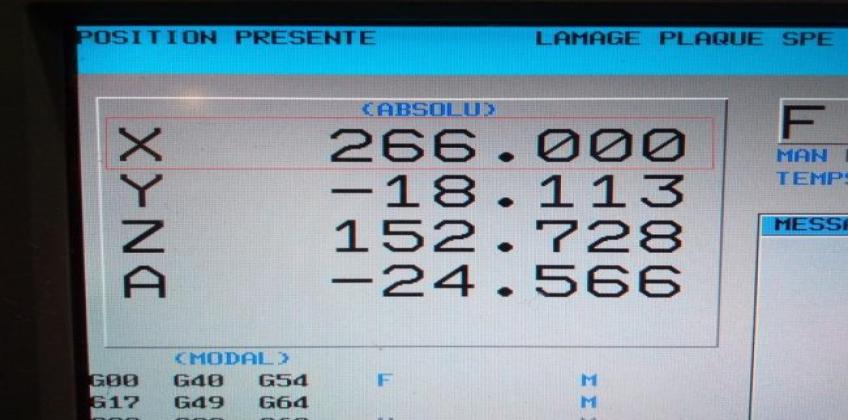
Manually set the comparator to the “zero” point.

Using the electronic crank, move the shaft by 0.1 mm, in a positive direction and then in the negative direction. At the end of each movement, view the comparator: the comparator display must correspond to the movement of the NC.
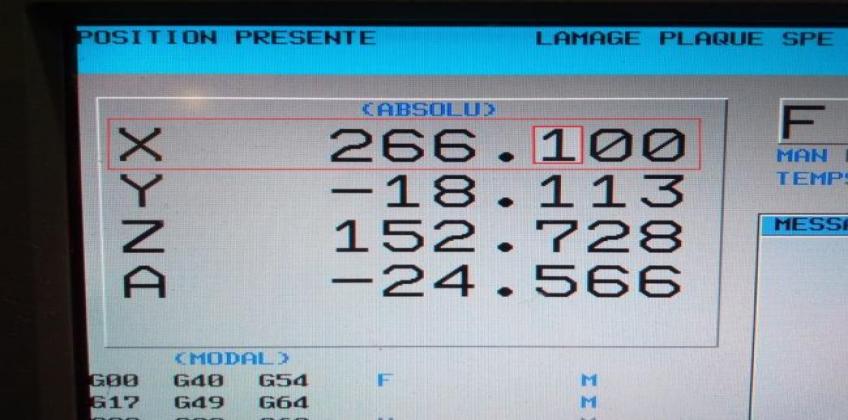

The X axis has moved by 0.1 mm on the NC, it corresponds to the displacement of the comparator by 0.1 mm.
In conclusion, there is no game on the X axis.
Any questions?
Contact us to discover the first CMMS that can be deployed in 3 weeks.