Supply chain 4.0 and the industry of the future

Supply Chain 4.0 and the industry of tomorrow
The gradual transition of the industry of the future, or supply chain 4.0, realizes the promise of a more flexible and more autonomous organization for companies in search of productivity. They are investing in new tools to empower and automate their means of production. Big Data, connected objects and artificial intelligence are invited at all levels of the production chain. With one exception... Despite the considerable advances observed in the industry in recent years, the supply chain, or supply chain in English, seems to be lagging behind. According to a report published in early 2018 by DHL, the supply chain is still struggling to be part of the digitalization effort of businesses. According to the logistics giant, 95% of businesses still need to realize the full potential of Industry 4.0 to date.
Industrial challenges and issues
The digital transformation of a value chain cannot be stronger than its weakest link. It is therefore important for organizations to apply the principles of Industry 4.0 at all levels of their production chain, including inventory management and, by extension, procurement. It is therefore time for them to rethink the management of their 4.0 supply chain.
With the rise of new technologies, the Purchasing function is more and more often considered a strategic function. Businesses are more likely to consider the entire life cycle of products, not just their purchase price; this is called strategic sourcing. This new organization of the Purchasing function echoes an ever more volatile demand. Consumers are most often looking for unique, customizable products. In this context, the flexibility of the production chain, and by extension of the supply chain, is a real competitive challenge.
The digital transition offers businesses new possibilities in terms of inventory management, reduction of production costs, time savings, among others. Thanks to an optimal combination of Industry 4.0 solutions (connected objects, IoT, field data collection and analysis, etc.), organizations can now place the customer at the heart of the supply chain by adapting production to their needs. In other words, the adoption of a new strategy to digitalize supply chain 4.0 is now a necessary step in order to understand the emerging technological landscape, to reap the benefits, and thus to strengthen its position against the competition.
Predictive analytics and supply chain 4.0
Traditionally, the supply chain is organized in a linear and sequential manner but with the advance of Industry 4.0 and the rationalization of the Purchasing function, supply chains are becoming more and more dynamic and interconnected. We are then witnessing the birth of a “Supply Chain 4.0", whose management is in line with the company's just-in-time production rhythm.
The one that formerly depended on the Purchasing or Production functions, is now organized in the form of an independent entity. From suppliers to customers, decisions relating to stocks, costs and customer relationships are no longer taken in isolation, but thanks to a global vision of the production chain.
Like industrial maintenance, we are currently seeing a paradigm shift in the supply chain. By exploiting the full potential of new technologies and mass data analysis, it is now possible to integrate the concept of “predictive”, or predictive, into the supply chain. Predictive analysis, based in particular on mass data collected at the foot of the equipment using a Next generation CMMS, aims to anticipate needs and is thus a real tool to support decision-making. In other words, operations are triggered according to the real needs of the production chain and no longer by a defined schedule.
This involves:
- The use of software in SaaS mode, such as Mobility Work Hub, the first platform dedicated to the relationship between suppliers and customers;
- The automation of the most common operations, for example thanks to the Mobility Work CMMS planning tool;
- The use of collaborative tools between company departments;
- Leveraging analytics solutions to make the best use of company data.
What are the advantages for the company?
By making the supply chain the next step in their digital transition, companies are tackling the three main challenges of communication between the various functions of the organization, costs and inventory levels, and supplier relationships.
Communication and flexibility
By facilitating data collection and analysis, the introduction of Industry 4.0 tools contributes to the reduction of organizational silos within the company, which, according to 78% of DHL survey respondents, represent one of the most significant obstacles to the digital transition.
Thus, the digitalization of the supply chain allows greater transparency and better collaboration between services, but also better fluidity between production and distribution functions and supply chain 4.0. Teams are no longer attached to fixed workstations and are then themselves more flexible, more mobile.
In addition, the predictive analysis of data throughout the production chain makes it easier and faster to understand the needs of maintenance teams and customers. Indeed, based on the results of these analyses, maintenance experts can report their actual needs for spare parts via their new generation CMMS tool, for example, to the Purchasing department. Together, the various actors in the supply chain are now in a position to define a supply schedule in real time in order to respond to variations in supply and demand, while reducing downtime on the production chain.
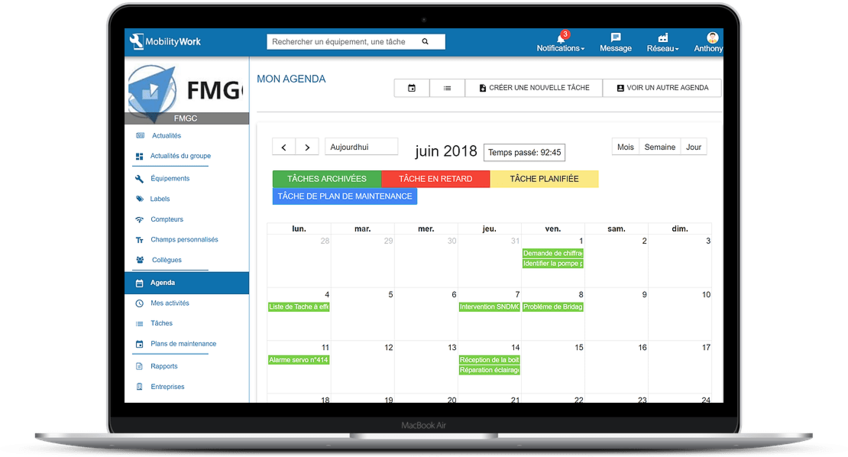
The calendar feature offered by Mobility Work allows you to plan all your preventive and predictive maintenance interventions.
Optimization of costs and stocks
Gaining transparency and flexibility in supply chain 4.0 also makes it possible to streamline inventory management and thus optimize associated costs. By exploiting the data collected by next-generation connectors, for example, supply chain teams now have highly accurate indicators on the actual level of equipment and stocks.
When they notice a decrease in stocks, maintenance teams now have the possibility to report it directly to the teams concerned using next-generation CMMS tools such as the Mobility Work collaborative maintenance management platform. No more useless purchases: orders are made according to the pace of production, they are triggered by operators according to their needs, according to the level of stocks and no longer according to a defined schedule. By reducing the volume of purchases and optimizing inventory costs, the organization thus manages to limit its general operating costs.
In addition, thanks to predictive analysis, managers can monitor as closely as possible the efficiency of the processes in place in the company, and eventually opt for the automation of certain tasks with low added value (by democratizing, for example, first-level maintenance among production operators), thus limiting labor costs and improving supply chain productivity.
Improving supplier relationships
Increased flexibility and reduced costs are not the only advantages of digitizing the supply chain. When a company emancipates itself from a linear approach to supply chain 4.0, it is its entire model and the relationships between its actors that are disrupted.
To successfully carry out a predictive maintenance plan, it is no longer enough to know how to anticipate breakdowns and downtime; inventory and spare parts management now plays a key role in predictive maintenance. The implementation of industrial maintenance plans is also organized logistically and organizationally. With this in mind, emerging solutions such as the Mobility Work Hub platform offer to reinvent the customer-supplier relationship.

All information relating to the equipment is available from its dedicated sheet in the Mobility Work maintenance management application: description, image, documents, preventive maintenance plans, etc.
Mobility Work Hub is the first platform dedicated to manufacturers and suppliers of industrial consumables. Mobility Work Hub allows its users to promote their products directly to a qualified target of maintenance experts. To do this, nothing could be simpler: after creating their profile, suppliers upload their official catalog directly to the platform and attach all the necessary information and documents.
The product sheets are then highlighted in the search results in Mobility Work's next-generation CMMS. Mobility Work users can import this data automatically into their equipment or contact the company of their choice directly. Suppliers, on the other hand, benefit from customer data reports from which to adapt their products and advertising campaigns.
Any questions?
Contact us to discover the first CMMS that can be deployed in 3 weeks.